If you ever purchased or used rifle scopes and related accessories, you would probably find out that they are durable and corrosion-resistant. You must wonder, what’s the secret behind them? Why the ‘white aluminum’ turns to a black finish? The answer is simple, all of them must go through a series of processes in manufacture—anodizing.
Briefly speaking, anodizing is an electrochemical process that converts the metal surface into a decorative, durable, corrosion-resistant, anodic oxide finish.

Why do we need the anodizing process? Most the rifle scopes and related accessories are made from aluminum, although pure aluminum can form a 1 to 10nm thick oxide layer to prevent itself from corrosion and wear, its durability and corrosion resistance is far from enough. The higher the thickness of the oxide layer, the more will be corrosion resistance.
Therefore, the anodizing process increases oxide layer thickness to improve aluminum and other non-ferrous alloy corrosion resistance.

To make the most durable and corrosion-resistant rifle scopes, factories take a systematic and comprehensive process to anodize scopes and accessories, which include:
- Sandblasting
Sandblasting, also known as abrasive blasting, is a surface finishing process that involves the use of a powered machine — typically an air compressor as well as a sandblasting machine — to spray abrasive particles under high pressure against a surface. It’s called “sandblasting” because it blasts the surface with particles of sand. As the sand particles strike the surface, they create a smoother and more even texture.
Sandblasting is a must for the anodizing of black or other color mattes, as it can cover up some appearance defects such as CNC lines generated during processing.
Without sandblasting, the anodizing effect would be a gloss finish, but that means the super high-standard process in the early stage, especially the surface finish, must be brightly polished.

- Gettingprepared to enter the oxidation pool
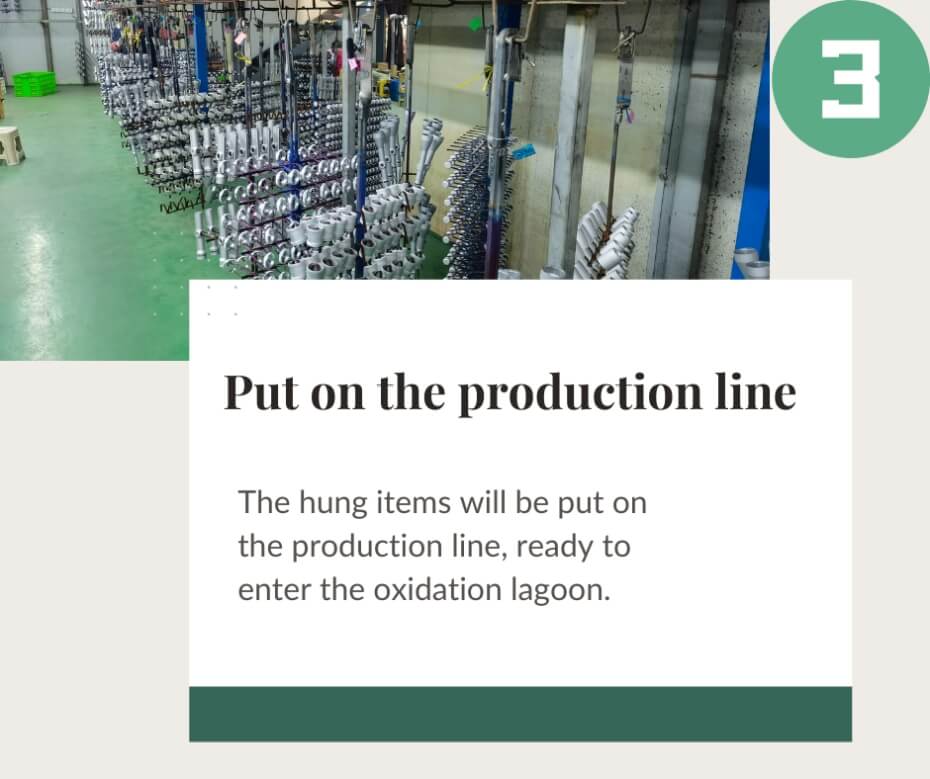
After sandblasting, the production personnel will first hang the items up so that all the items can enter the oxidation pool easily and get anodized evenly. The hanging shelves are all made of titanium alloy

Then, the hung items will be put on the conveyor belt, ready to enter the oxidation pool.
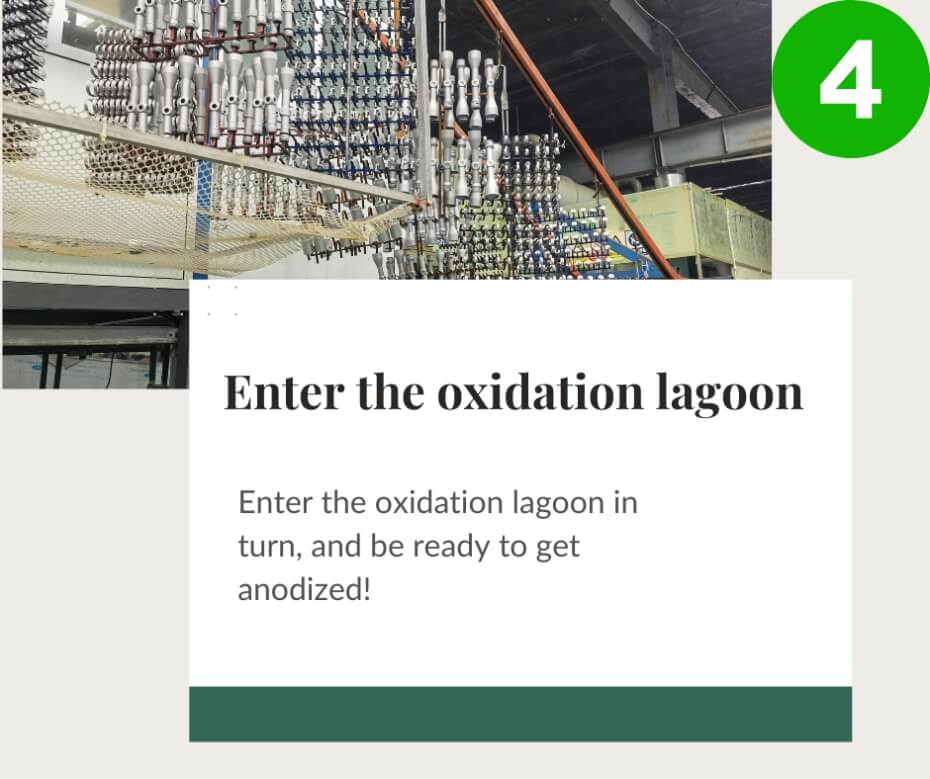
Once all the products are put on the conveyor belt, they can enter the oxidation pool in turn now, ready to get anodized!
- Conducting the anodizingprocess
1) Desmutting
First, it’s important to remove the residual oil from the inside of the components, especially some drilled spots on the outer tube. A desmutting solution can be applied to the surface of the aluminum to remove contaminates.

2)Alkaline cleaning & acid pickling
After Desmutting, the items will go through alkaline cleaning & acid pickling.
Alkaline cleaning: The use of high-concentration lye to soften, loosen, emulsify and disperse deposits is called alkaline cleaning. It is commonly used for degreasing and fouling boilers, and silicate fouling of alkali deposits.
Acid pickling: The use of an acid solution to remove the oxide layer and rust on the surface of the steel is called acid pickling, it can remove impurities such as iron, aluminum, calcium, and magnesium on the surface.
This process will remove impurities from the aluminum and guarantee better chemical polishing afterward.

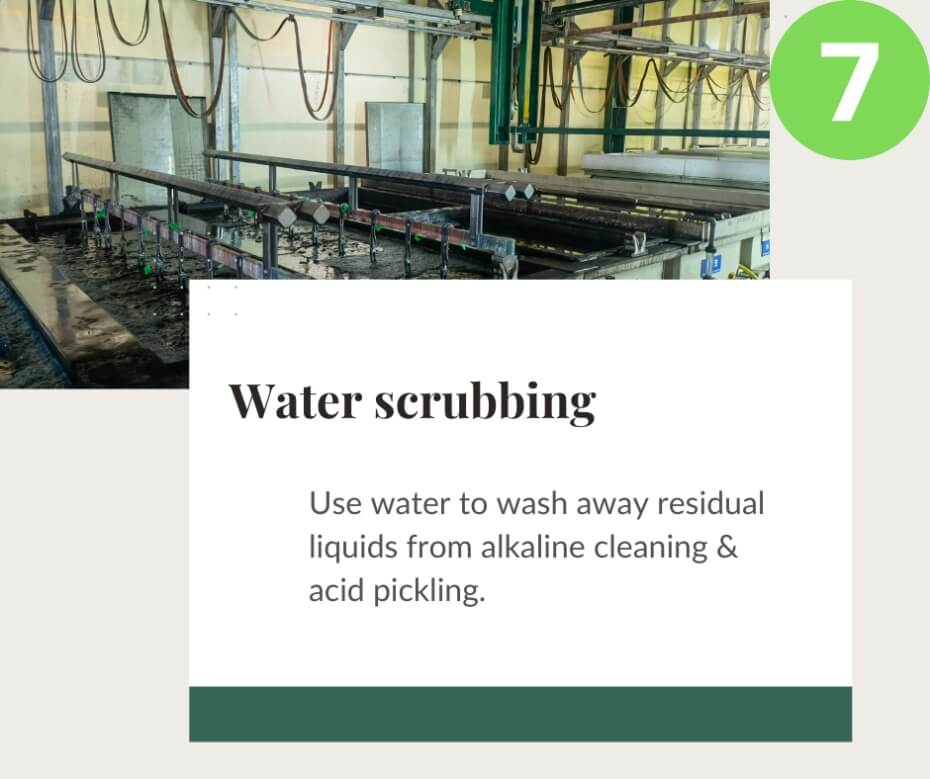
3)Water scrubbing
Use water to wash away residual liquids from alkaline cleaning & acid pickling.
4)Chemical Polishing
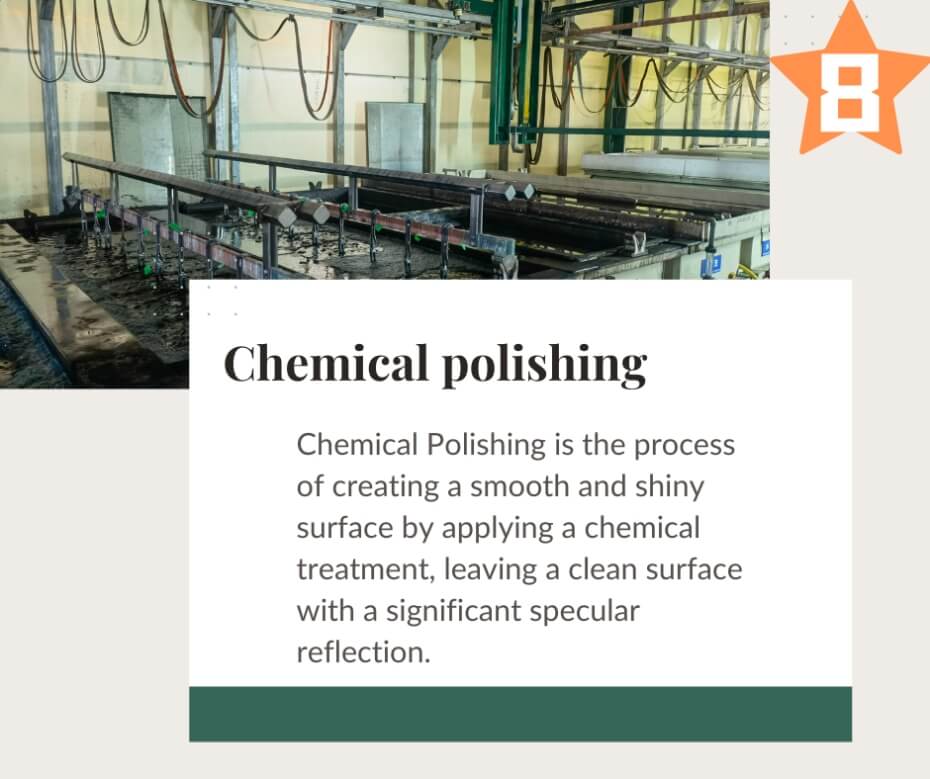
Chemical Polishing is the process of creating a smooth and shiny surface by applying a chemical treatment, leaving a clean surface with a significant specular reflection.
When an unpolished surface is magnified thousands of times, it usually looks like a succession of mountains and valleys. By repeated abrasion, those “mountains” are worn down until they are flat. The process of polishing with abrasives starts with coarse grain size and gradually proceeds to the finer ones to efficiently flatten the surface imperfections and obtain optimal results.
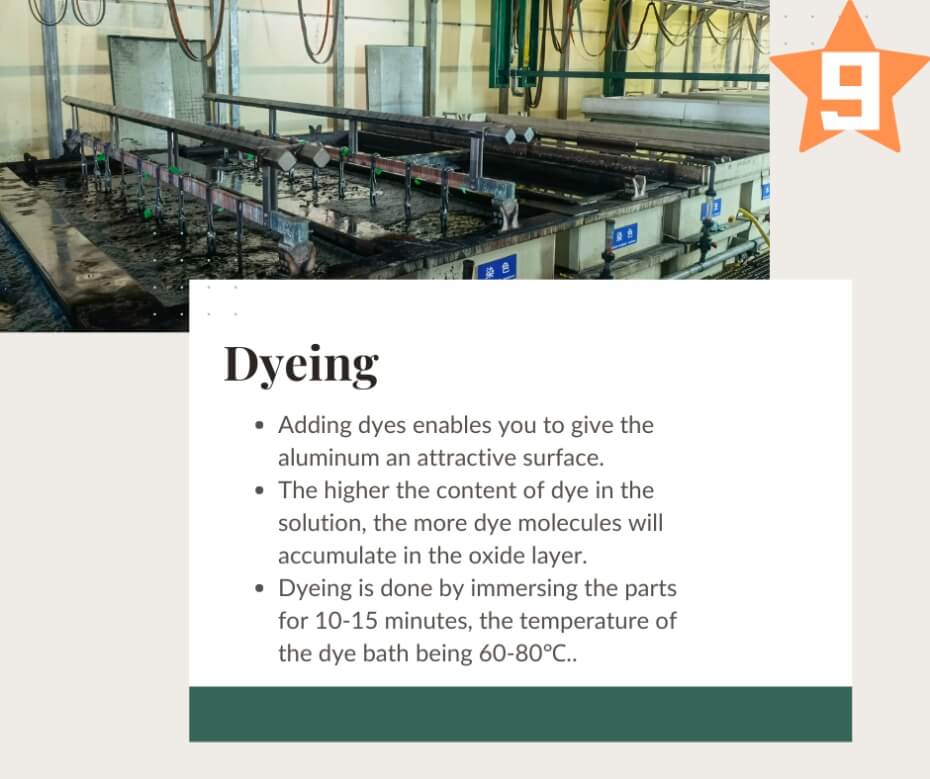
5)Dyeing
Dyeing is the most important part of the oxidation process. Adding dyes during the anodizing process enables you to give the aluminum an attractive surface. When dyeing using organic dyes, the aluminum is dipped into a hot dye mixture after the anodizing process. Subsequently, the aluminum part is flushed. When using this method, the color molecules accumulate mainly in the top area of the pores in the anodized layer and connect with the oxide layer. The higher the content of dye in the solution, the more dye molecules will accumulate in the oxide layer.
In this critical step, temperature, time duration and color are key factors for successful dyeing.
6)Water scrubbing again
Use water to wash the components after dyeing, then dry them in the air.

7)Sealing
Sealing is very important in the anodizing process. Acidic anodizing solutions produce pores in the anodized coating. These pores can absorb dyes and retain lubricants but are also an avenue for corrosion. When lubrication properties are not critical, they are usually sealed after dyeing to increase corrosion resistance and dye retention.
The most common type of sealing is long immersion in boiling-hot (100°C) deionized water or steam.
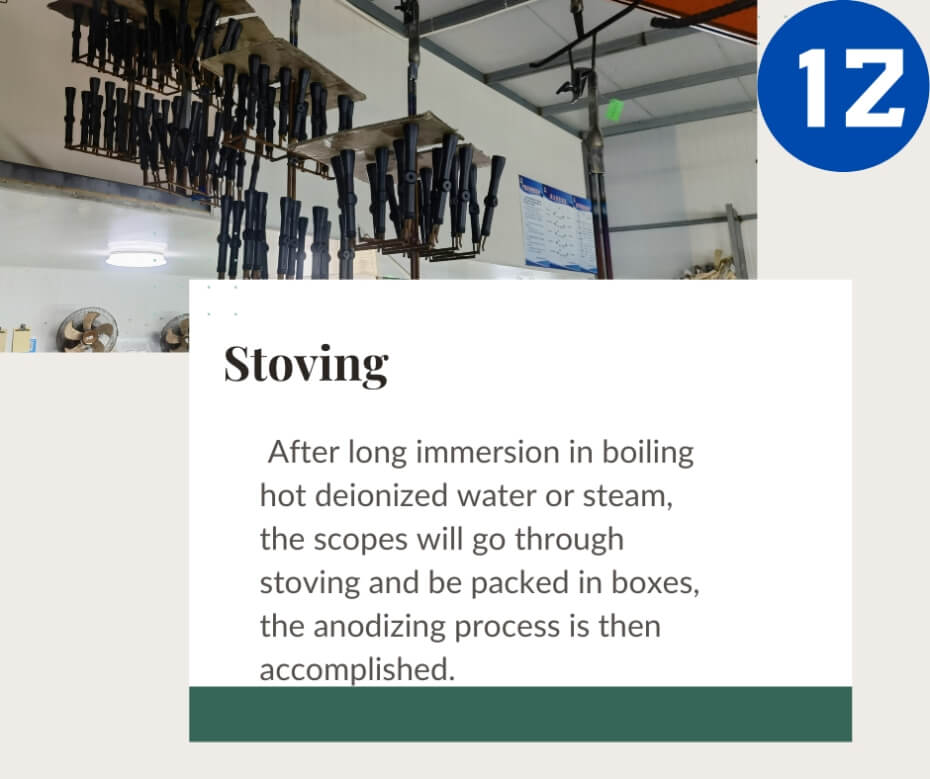
8)Stoving
After long immersion in boiling hot deionized water or steam, the components will go through stoving and be packed in boxes, the anodizing process is then accomplished. In Picture 12 you can see that the components after stoving are getting off the conveyor belt.
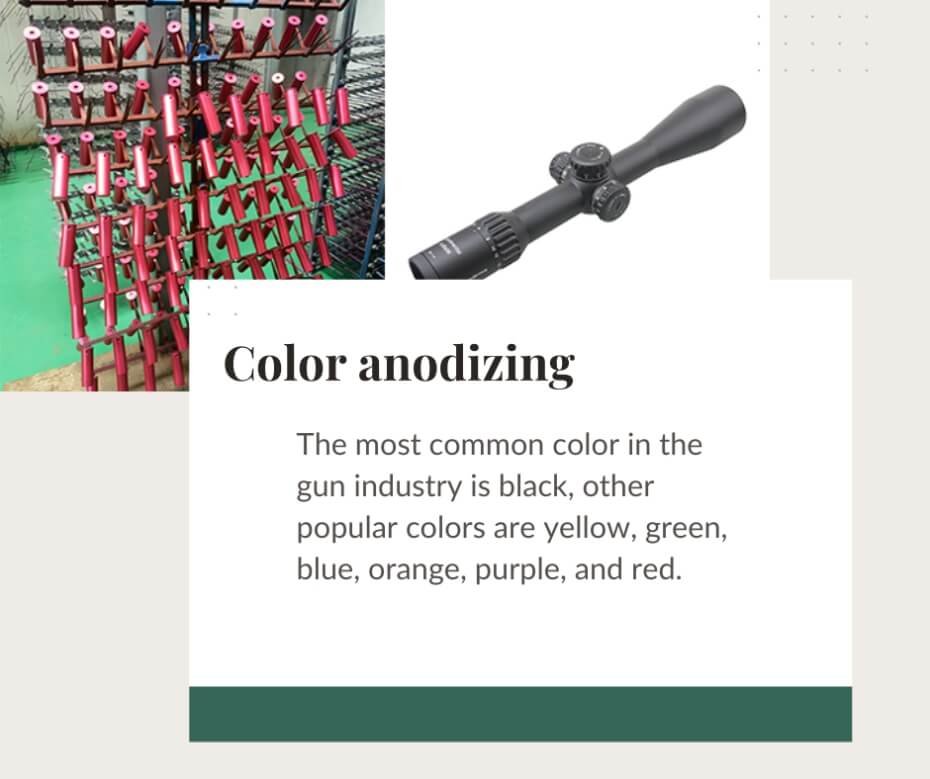
At last, another thing to note in the anodizing process is the color options available. The number of dye colors is almost endless; however, the colors produced tend to vary according to the base alloy. The most common color in the gun industry is black, other popular colors are yellow, green, blue, orange, purple, and red.
In summary, the anodizing process is an important process in product manufacturing. The main anodizing process consists of a series of procedures, of which chemical polishing and dying are the most essential ones. aluminum alloys are anodized to increase corrosion resistance and to allow dyeing (coloring), improved lubrication, or improved adhesion.